

Polad topların sadə istehsal prosesi
Top blankının formalaşdırılması → halqanın çıxarılması → kobud üyüdülməsi → yumşaq üyüdülməsi → top blankının formalaşması → hamar top (və ya doldurma → yumşaq üyüdülmə) → sərt daşlama → incə daşlama → dəqiq daşlama (və ya cilalama) → ultra dəqiq daşlama.
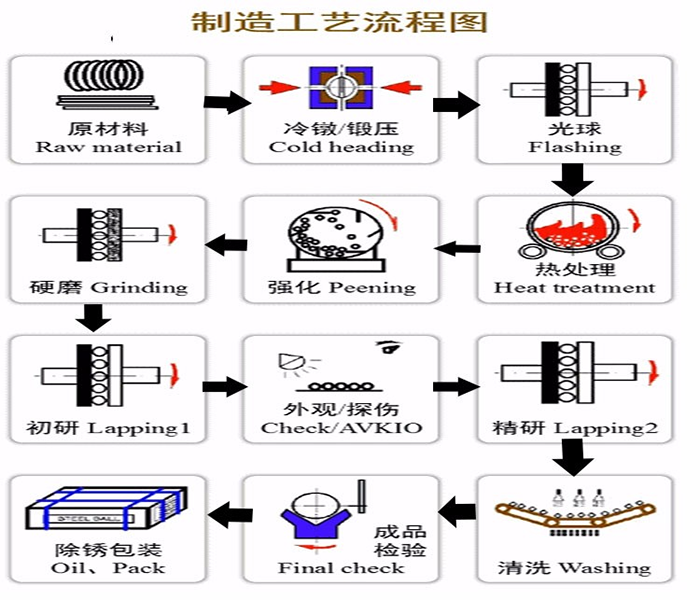
Polad topların ətraflı istehsal prosesi
1. Tel çəkmə: Tel çəkmə maşını ilə teli istədiyiniz diametrə qədər uzatın;
2. Soyuq başlıq (döymə): Çəkilmiş teli polad topun soyuq başlıq maşınına yerləşdirin və onu top blankına döymək üçün maşının içindəki polad kalıpdan istifadə edin;
3. Lightball: Lightball maşınının içərisindəki iki çuqun üyüdülmə topu dairəvi boşqab, xarici halqanı və embrionun üzərindəki iki dirəyi çıxarmaq üçün soyuq başlıq embrionunu sıxın və fayllayın;
4. Yumşaq top: Yumşaq top maşınının içərisində iki çuqun üyüdmə topu dairəvi boşqablar yüngül top embrionunu lazımi top diametrinə və səth pürüzlülüyünə üyütmək üçün fayl;
5. İstilik müalicəsi: Topu istilik müalicəsi sobasına qoyun, onu karbürləşdirin, söndürün və müəyyən bir karbürləşdirmə təbəqəsi, sərtlik, sərtlik və sarsıdıcı yük vermək üçün temperləşdirin;
6. Sərt daşlama: Taşlama maşınının içərisində olan daşlama çarxı diski topun səthindəki qara oksid təbəqəsini çıxarmaq və topun düzgünlüyünü düzəltmək üçün istiliklə işlənmiş top blankına təzyiq edir və üyüdür;
7. Həssas üyüdülmə/cilalama təmizlənməsi: Dəqiq üyüdülmə: Hazır məhsulun tələb olunan dəqiqliyinə və hamarlığına nail olmaq üçün daşlama topu embrionunu dəqiq daşlama maşınında üyüdün;
Cilalama və təmizləmə: Topu cilalama tamburuna tökün və fırladın, sonra təmiz və parlaq etmək üçün sferik səthi cilalayıcı təmizləyici vasitə və su ilə təmizləyin;
8. Görünüşün seçimi: Polad topun səthində hər hansı qüsurun olub olmadığını yoxlamaq üçün əl ilə vizual yoxlamadan istifadə edin və həqiqi yuvarlaqlığı, partiyanın diametri dəyişikliyini ölçmək üçün mikrometrdən istifadə edin və son yoxlama olaraq səth pürüzlülüyünü aşkar etmək üçün səth pürüzlülüyünü ölçən cihazdan istifadə edin;
9. Qablaşdırma: Polad topları/paslanmayan polad topları/polad topları pas əleyhinə yağla örtün və onları karton qutulara və ya toxunmuş çantalara yığın.
Texnologiyanın inkişafı ilə avadanlıq istehsalı sənayesində böyük ağır yük daşıyan rulmanlara tələb kəmiyyət və keyfiyyət baxımından daha da artdı və böyük podşipnik polad topların dəstəklənməsinin kəmiyyət və keyfiyyətinə olan tələblər də müvafiq olaraq artırılmalıdır. Polad top partiyasının diametri dəyişikliyi kiçik olmalıdır, polad topun səthi pürüzlülük kiçik olmalıdır, dəqiqlik yüksək olmalıdır və polad topun əsas sərtliyi ilə səth sərtliyi arasındakı fərq kiçik olmalıdır. Böyük polad topların diametri indi 150MM-200MM-ə çatmışdır.
Böyük rulmanlı polad topların istehsal prosesi adi spesifikasiyalardan fərqlənir. Aşağıdakı müqayisə aparılır:
1. Böyük polad topların istehsalı prosesi:
Kəsmə - Döymə - Tavlama - Torna Emalı - İstilik müalicəsi - Sərt Taşlama - İlkin Tədqiqat - Dəqiq Tədqiqat;
2. Adi spesifikasiyalı polad topların istehsalı prosesi:
Tel çəkmə - Soyuq başlıq - Yüngül top - Yumşaq top - İstilik müalicəsi - Sərt daşlama - İncə üyütmə;
İdxal olunan polad topların istehsalı prosesi
1) İdxal olunan polad toplardan istifadə edərək istehsal avadanlığı
2) Əvvəla, daşlama plitəsini iki daşlama plitəsinin arasına polad top yerləşdirilənə qədər irəliləmək üçün hidravlik silindri sürüşdürün.
3) Top çıxışını quraşdırın və onu boş vəziyyətdə saxlayın. İki daşlama plitəsi arasındakı boşluğu polad toplarla doldurmaq üçün iş milini sürüşdürün və topun çıxışını tənzimləyin.
Top yığan bıçaq daşlama plitəsinin (və ya daşlama çarxının) son üzünə möhkəm bərkidilir və topun çıxışına bərkidilir. Bu nöqtədə, xrom polad topunu döndərmək üçün iki daşlama plitəsinə təzyiq etmək məsləhətdir.
4) Qoruyucu qapağı bağlayın, su nasosunu işə salın, material qabını işə salın və əsas mili işə salın.
5) Hər bir fabrikin proses vərdişlərinə uyğun olaraq, mil və material qabının sürətini tənzimləyin və bələdçi plitəsinin hər yivindəki polad topların bərabər paylanmasını təmin etmək üçün topların miqdarını tənzimləyin.
Vahid paylanmış və üst-üstə düşmür.
6) Taşlama təzyiqini tənzimləyin, əməliyyat panelindəki təzyiq açarını açıq vəziyyətə çevirin, hidravlik stansiyanın panelindəki təzyiq artırıcı klapanı tənzimləyin və onu qaldırın.
Təzyiqi təyin edin və hər bir fabrikdə kilidləyin və işə salınma zamanı təzyiqi saxlamaq üçün hidravlik sistemə diqqət yetirin.
7) Normal iş şəraitində mütəmadi olaraq ev sahibinin iş vəziyyətini, təzyiqini, rahat giriş-çıxışını müşahidə etmək lazımdır.
8) Polad top göstərilən ölçüyə və səth keyfiyyətinə çatdıqda, əvvəlcə iş təzyiqini azaldın və sonra əsas dayandırma düyməsini basın.
9) Daşıyıcı polad topunu çıxarmaq üçün konteyneri hazırlayın.